–Ф–ї—П —А–∞—Б–њ–Є–ї–Њ–≤–Ї–Є –Є —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є—П –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е –њ–∞–љ–µ–ї–µ–є Etalbond –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Д—А–µ–Ј–µ—А–љ–Њ–µ —А—Г—З–љ–Њ–µ –Є —Б—В–∞—Ж–Є–Њ–љ–∞—А–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ. –Т —Б–ї—Г—З–∞–µ –±–Њ–ї—М—И–Њ–≥–Њ –Њ–±—К–µ–Љ–∞ —А–∞–±–Њ—В —Б –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л–Љ–Є –њ–∞–љ–µ–ї—П–Љ–Є, –µ—Б—В–µ—Б—В–≤–µ–љ–љ–Њ, —А–µ—З—М –Є–і–µ—В –Њ —Б—В–∞—Ж–Є–Њ–љ–∞—А–љ–Њ–Љ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–Є. –≠—В–Њ –њ—А–µ–ґ–і–µ –≤—Б–µ–≥–Њ –њ–Є–ї–Њ—А–∞–Љ—Л, –љ–∞–њ—А–Є–Љ–µ—А, 1215 ALUKOBOND Striebig. –Ъ —А—Г—З–љ–Њ–Љ—Г –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—О –Њ—В–љ–Њ—Б—П—В—Б—П –і–Є—Б–Ї–Њ–≤—Л–µ –њ–Є–ї—Л, –і–Є—Б–Ї–Њ–≤—Л–µ —Д—А–µ–Ј–µ—А—Л –Є –њ—А–Њ—Б—В–Њ —Д—А–µ–Ј–µ—А—Л. –У–ї–∞–≤–љ–Њ–µ –Њ—В–ї–Є—З–Є–µ –і–Є—Б–Ї–Њ–≤–Њ–є –њ–Є–ї—Л –Њ—В –і–Є—Б–Ї–Њ–≤–Њ–≥–Њ —Д—А–µ–Ј–µ—А–∞ –≤ —В–Њ–Љ, —З—В–Њ —Г –і–Є—Б–Ї–Њ–≤–Њ–≥–Њ —Д—А–µ–Ј–µ—А–∞ –љ–∞ –Њ–і–љ–Њ–Љ –≤–∞–ї—Г —Г—Б—В–∞–љ–Њ–≤–ї–µ–љ—Л –Ї–Њ–љ—В–∞–Ї—В–љ—Л–є —А–Њ–ї–Є–Ї –Є –і–Є—Б–Ї–Њ–≤–∞—П —Д—А–µ–Ј–∞. –°–Љ–µ–љ–љ—Л–є –Ї–Њ–љ—В–∞–Ї—В–љ—Л–є —А–Њ–ї–Є–Ї –њ–Њ–Ј–≤–Њ–ї—П–µ—В —В–Њ—З–љ–Њ –≤—Л–і–µ—А–ґ–Є–≤–∞—В—М –≥–ї—Г–±–Є–љ—Г —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є –і–ї—П —А–∞–Ј–љ—Л—Е —В–Њ–ї—Й–Є–љ –Љ–∞—В–µ—А–Є–∞–ї–∞. –Ъ–Њ–љ–µ—З–љ–Њ, —Г –і–Є—Б–Ї–Њ–≤–Њ–є –њ–Є–ї—Л –Љ–Њ–ґ–љ–Њ –≤—Л—Б—В–∞–≤–Є—В—М –≤—Л—Б—В—Г–њ–∞–љ–Є–µ –њ–Є–ї—М–љ–Њ–≥–Њ –і–Є—Б–Ї–∞ –Є –њ–Њ–њ—А–Њ–±–Њ–≤–∞—В—М –≤—Л–њ–Њ–ї–љ–Є—В—М —Д—А–µ–Ј–µ—А–Њ–≤–Ї—Г, —А–∞—Б–њ–Њ–ї–Њ–ґ–Є–≤ –ї–Є—Б—В –љ–∞ —А–Њ–≤–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ, –≤—Б–µ –Ј–∞–≤–Є—Б–Є—В –Њ—В –≤–∞—И–µ–≥–Њ –Њ–њ—Л—В–∞ –Є –љ–∞–≤—Л–Ї–Њ–≤.
–Э–∞ —А–Є—Б—Г–љ–Ї–µ 1 –њ–Њ–Ї–∞–Ј–∞–љ—Л —А—Г—З–љ–Њ–є –і–Є—Б–Ї–Њ–≤—Л–є —Д—А–µ–Ј–µ—А PF 1200 –Х –Є —А—Г—З–љ–Њ–є —Д—А–µ–Ј–µ—А OF 1010 EBQ —Д–Є—А–Љ—Л FESTOOL.


–Я—А–µ–і—Б—В–∞–≤–ї–µ–љ–љ—Л–µ —А—Г—З–љ—Л–µ —Д—А–µ–Ј–µ—А—Л –Љ–Њ–ґ–љ–Њ –Ј–∞–Ї–∞–Ј–∞—В—М –≤ –љ–∞—И–µ–є –Ї–Њ–Љ–њ–∞–љ–Є–Є.
–Ы–Є—Б—В—Л –њ—А–Є –Њ–±—А–∞–±–Њ—В–Ї–µ –љ–∞–і–Њ –Ј–∞–ґ–Є–Љ–∞—В—М –њ—А–Є –њ–Њ–Љ–Њ—Й–Є —Б—В—А—Г–±—Ж–Є–љ —Б –њ—А–Њ–Ї–ї–∞–і–Ї–∞–Љ–Є –Є–Ј –і–µ—А–µ–≤–∞ –Є–ї–Є –њ–Њ–ї–Є–Љ–µ—А–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —З—В–Њ–±—Л –љ–µ —Б–Њ–Ј–і–∞–≤–∞—В—М –≤–Љ—П—В–Є–љ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –ї–Є—Б—В–Њ–≤.
–Ф–ї—П —А–∞—Б–њ–Є–ї–Њ–≤–Ї–Є –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е –њ–∞–љ–µ–ї–µ–є Et–∞lbond –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –љ–Њ–ґ–Њ–≤–Њ—З–љ—Л—Е –Є –ї–Њ–±–Ј–Є–Ї–Њ–≤—Л—Е –њ–Є–ї. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М —А–µ–Ј–Ї–Є –њ—А–Є —А–∞—Б–њ–Є–ї–Њ–≤–Ї–µ 5000–Љ/–Љ–Є–љ
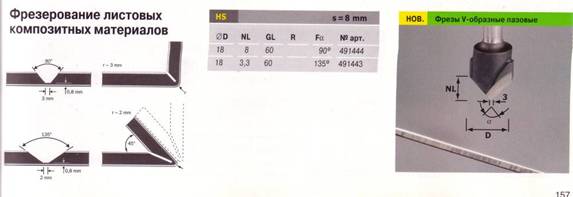
–Ф–ї—П —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є—П —Б—Н–љ–і–≤–Є—З-–Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ —А–µ–ґ—Г—Й–Є–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В (—Д—А–µ–Ј—Л) –і–Њ–ї–ґ–µ–љ –Є–Ј–≥–Њ—В–∞–≤–ї–Є–≤–∞—В—М—Б—П –Є–Ј –±—Л—Б—В—А–Њ—А–µ–ґ—Г—Й–µ–є —Б—В–∞–ї–Є –Є–ї–Є —В–≤–µ—А–і—Л—Е —Б–њ–ї–∞–≤–Њ–≤. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М —А–µ–Ј–∞–љ–Є—П —Д—А–µ–Ј–Њ–є –Є–Ј –±—Л—Б—В—А–Њ—А–µ–ґ—Г—Й–µ–є —Б—В–∞–ї–Є 3000 –Њ–±/–Љ–Є–љ –њ—А–Є –њ–Њ–і–∞—З–µ 25 –Љ/–Љ–Є–љ, –і–ї—П —Д—А–µ–Ј –Є–Ј —В–≤–µ—А–і—Л—Е —Б–њ–ї–∞–≤–Њ–≤ вАУ 5000 –Њ–±/–Љ–Є–љ –Є 30 –Љ/–Љ–Є–љ (—Б–Њ–Њ—В–≤–µ—В—Б—В–≤–µ–љ–љ–Њ). –У–ї—Г–±–Є–љ–∞ —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є—П –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П —В–Њ–ї—Й–Є–љ–Њ–є –љ–∞—А—Г–ґ–љ—Л—Е –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е –ї–Є—Б—В–Њ–≤. –Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є —Г–≥–ї–Њ–≤—Л—Е –Ї–∞–љ–∞–≤–Њ–Ї —В–Њ–ї—Й–Є–љ–∞ –Њ—Б—В–∞–≤–ї—П–µ–Љ–Њ–≥–Њ —Б–ї–Њ—П –Љ–∞—В–µ—А–Є–∞–ї–∞ –і–Њ–ї–ґ–љ–∞ —Б–Њ—Б—В–∞–≤–ї—П—В—М 0,6 –Љ–Љ –њ—А–Є —В–Њ–ї—Й–Є–љ–µ –∞–ї—О–Љ–Є–љ–Є—П 0,5 –Љ–Љ –Є 0,4 –Љ–Љ –њ—А–Є —В–Њ–ї—Й–Є–љ–µ –∞–ї—О–Љ–Є–љ–Є—П 0,3 –Љ–Љ. –Я—А–Є –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є–Є –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ—Л—Е –Ї–∞–љ–∞–≤–Њ–Ї —В–Њ–ї—Й–Є–љ–∞ –Њ—Б—В–∞–≤–ї—П–µ–Љ–Њ–≥–Њ —Б–ї–Њ—П –Љ–∞—В–µ—А–Є–∞–ї–∞ –і–Њ–ї–ґ–љ–∞ —Б–Њ—Б—В–∞–≤–ї—П—В—М 1-1,2 –Љ–Љ –њ—А–Є —В–Њ–ї—Й–Є–љ–µ –∞–ї—О–Љ–Є–љ–Є—П 0,3 –Љ–Љ –Є 1,3-1,6 –Љ–Љ вАФ –њ—А–Є —В–Њ–ї—Й–Є–љ–µ –∞–ї—О–Љ–Є–љ–Є—П 0,5 –Љ–Љ.
–Ф–ї—П –і–Є—Б–Ї–Њ–≤—Л—Е —Д—А–µ–Ј–µ—А–Њ–≤ –Є—Б–њ–Њ–ї—М–Ј—Г—О—В—Б—П —Ж–Є—А–Ї—Г–ї—П—А–љ—Л–µ –і–Є—Б–Ї–Њ–≤—Л–µ —Д—А–µ–Ј—Л (—А–Є—Б—Г–љ–Њ–Ї 2), –∞ –і–ї—П —А—Г—З–љ—Л—Е —Д—А–µ–Ј–µ—А–Њ–≤ вАФ —Д–∞—Б–Њ–љ–љ—Л–µ —Д—А–µ–Ј—Л (—А–Є—Б—Г–љ–Њ–Ї 3).
–Т —Б—В–∞–љ–і–∞—А—В–љ–Њ–Љ –Є—Б–њ–Њ–ї–љ–µ–љ–Є–Є –Њ–±–∞ —В–Є–њ–∞ —Д—А–µ–Ј –Є–Љ–µ—О—В —В—А–Є –≤–∞—А–Є–∞–љ—В–∞ —А–µ–ґ—Г—Й–µ–є –Ї—А–Њ–Љ–Ї–Є –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —Д—А–µ–Ј–µ—А—Г–µ–Љ–Њ–є –Ї–∞–љ–∞–≤–Ї–Є: –і–ї—П —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є—П —Г–≥–ї–Њ–≤—Л—Е –Ї–∞–љ–∞–≤–Њ–Ї —Б —Г–≥–ї–∞–Љ–Є 90 0 , 135 0 –Є –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ—Л—Е –Ї–∞–љ–∞–≤–Њ–Ї.

–†–Є—Б—Г–љ–Њ–Ї 2. –Т–љ–µ—И–љ–Є–є –≤–Є–і —Ж–Є—А–Ї—Г–ї—П—А–љ–Њ–є –і–Є—Б–Ї–Њ–≤–Њ–є —Д—А–µ–Ј—Л –Є —Б—Е–µ–Љ–∞—В–Є—З–µ—Б–Ї–Њ–µ –Є–Ј–Њ–±—А–∞–ґ–µ–љ–Є–µ –њ—А–Њ—Д–Є–ї—П —А–µ–ґ—Г—Й–µ–є –Ї—А–Њ–Љ–Ї–Є: –∞ вАУ —Д—А–µ–Ј–∞ —Б —Г–≥–ї–Њ–Љ 90 0 , –± вАФ —Д—А–µ–Ј–∞ —Б —Г–≥–ї–Њ–Љ 135 0 , –≤ вАУ —Д—А–µ–Ј–∞ –і–ї—П –њ—А—П–Љ–Њ—Г–≥–Њ–ї—М–љ–Њ–є –Ї–∞–љ–∞–≤–Ї–Є.
–Ю–±—А–∞—В–Є—В–µ –≤–љ–Є–Љ–∞–љ–Є–µ –љ–∞ –њ—А–∞–≤–Є–ї—М–љ—Л–є —А–∞—Б–Ї—А–Њ–є –ї–Є—Б—В–Њ–≤ –њ–µ—А–µ–і —А–∞—Б–њ–Є–ї–Њ–≤–Ї–Њ–є –Є —Д—А–µ–Ј–µ—А–Њ–≤–∞–љ–Є–µ–Љ. –Я–Њ—Б–Ї–Њ–ї—М–Ї—Г –≤–Њ –Љ–љ–Њ–≥–Є—Е —Б–ї—Г—З–∞—П—Е –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є —В—А–µ–±—Г–µ—В—Б—П —Б–≥–Є–±–∞—В—М, —В–Њ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М —В–Њ–ї—Й–Є–љ—Г –Љ–∞—В–µ—А–Є–∞–ї–∞ –љ–∞ —Б–≥–Є–±–∞—Е.
Et–∞lbond —Б–≤–µ—А–ї–Є—В—Б—П –Њ–±—Л—З–љ—Л–Љ–Є —Б–њ–Є—А–∞–ї—М–љ—Л–Љ–Є —Б–≤–µ—А–ї–∞–Љ–Є, –њ—А–µ–і–љ–∞–Ј–љ–∞—З–µ–љ–љ—Л–Љ–Є –і–ї—П —Б–≤–µ—А–ї–µ–љ–Є—П –Љ–µ—В–∞–ї–ї–∞.
–†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї —Б–≤–µ—А–ї–∞ вАФ –±—Л—Б—В—А–Њ—А–µ–ґ—Г—Й–∞—П —Б—В–∞–ї—М.
–†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л–є —Г–≥–Њ–ї –Њ—Б—В—А–Є—П вАФ 100-140 0.
–Ъ–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л–µ –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л–µ —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–Є Et–∞lbond –ї–µ–≥–Ї–Њ –њ–Њ–і–і–∞—О—В—Б—П —Е–Њ–ї–Њ–і–љ–Њ–є –њ–ї–∞—Б—В–Є—З–µ—Б–Ї–Њ–є —Д–Њ—А–Љ–Њ–≤–Ї–µ (—Б–≥–Є–±–∞–љ–Є—О) –Њ–±—Й–µ–Є–Ј–≤–µ—Б—В–љ—Л–Љ–Є —Б–њ–Њ—Б–Њ–±–∞–Љ–Є. –Я—А–Њ—Ж–µ—Б—Б –љ–µ —В—А–µ–±—Г–µ—В —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –Є –Љ–Њ–ґ–µ—В –њ—А–Њ–≤–Њ–і–Є—В—М—Б—П –љ–∞ –Њ–Ї–∞–љ—В–Њ–≤–Њ—З–љ—Л—Е –њ—А–µ—Б—Б–∞—Е, —Г–љ–Є–≤–µ—А—Б–∞–ї—М–љ—Л—Е –≥–Є–±–Њ—З–љ—Л—Е –Љ–∞—И–Є–љ–∞—Е –Є –Ї—А—Г–≥–ї–Њ–≥–Є–±–Њ—З–љ—Л—Е –њ—А–Њ–Ї–∞—В–љ—Л—Е –Љ–∞—И–Є–љ–∞—Е. –Ф–ї—П –Є–Ј–±–µ–ґ–∞–љ–Є—П –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Є–Љ–µ–љ—П—В—М –Ј–∞—Й–Є—В–љ—Г—О —Д–Њ–ї—М–≥—Г –Є–ї–Є –њ—А–Њ–Ї–ї–∞–і–Њ—З–љ—Л–µ –ї–Є—Б—В—Л –Є–Ј –њ–Њ–ї–Є—Н—В–Є–ї–µ–љ–∞ –Є–ї–Є –њ–ї–∞—Б—В–Є–Ї–∞ —В–Њ–ї—Й–Є–љ–Њ–є 1-2 –Љ–Љ.
–Ш–і–µ–∞–ї—М–љ–∞—П —И–Є—А–Є–љ–∞ —И—В–∞–Љ–њ–∞ –њ—А–Є —Б–≥–Є–±–∞–љ–Є–Є –љ–∞ –Њ–Ї–∞–љ—В–Њ–≤–Њ—З–љ–Њ–Љ –њ—А–µ—Б—Б–µ:
2 —Е d + 2 —Е (—В–Њ–ї—Й–Є–љ–∞ –Ј–∞—Й–Є—В–љ–Њ–є —Д–Њ–ї—М–≥–Є) + –і–Є–∞–Љ–µ—В—А —И—В–∞–Љ–њ–∞ + 15 –Љ–Љ,
–≥–і–µ d вАУ —В–Њ–ї—Й–Є–љ–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞;
–Ј–∞—Й–Є—В–љ–∞—П —Д–Њ–ї—М–≥–∞ вАУ –Ј–∞—Й–Є—В–љ—Л–µ –њ—А–Њ–Ї–ї–∞–і–Ї–Є –і–ї—П –≤–µ—А—Е–∞ –Є –љ–Є–Ј–∞ –ї–Є—Б—В–∞.
–Ь–Є–љ–Є–Љ–∞–ї—М–љ—Л–є —А–∞–і–Є—Г—Б –Є–Ј–≥–Є–±–∞ –і–Њ–ї–ґ–µ–љ –±—Л—В—М –≤ 15 —А–∞–Ј –±–Њ–ї—М—И–µ —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–∞. –Ь–Є–љ–Є–Љ–∞–ї—М–љ–Њ–µ —А–∞—Б—Б—В–Њ—П–љ–Є–µ –Њ—В –Ї—А–∞—П –ї–Є—Б—В–∞ –і–Њ –Љ–µ—Б—В–∞ –Є–Ј–≥–Є–±–∞ –і–Њ–ї–ґ–љ–Њ —Б–Њ—Б—В–∞–≤–ї—П—В—М –њ—П—В—М —В–Њ–ї—Й–Є–љ –Љ–∞—В–µ—А–Є–∞–ї–∞.
–Я—А–Є–і–∞–≤–∞—В—М —В—А–µ–±—Г–µ–Љ—Г—О —Д–Њ—А–Љ—Г –њ–∞–љ–µ–ї—П–Љ –Љ–Њ–ґ–љ–Њ —Б –њ–Њ–Љ–Њ—Й—М—О –Њ–Ї–∞–љ—В–Њ–≤–Њ—З–љ–Њ–є —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є , —В.–µ. –Є–Ј–≥–Є–±–∞–љ–Є–µ–Љ –њ–∞–љ–µ–ї–Є –њ–Њ—Б–ї–µ —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–є —Д—А–µ–Ј–µ—А–љ–Њ–є –Њ–±—А–∞–±–Њ—В–Ї–Є (—А–Є—Б—Г–љ–Њ–Ї 4). –Э–µ–Ј–љ–∞—З–Є—В–µ–ї—М–љ–∞—П —В–Њ–ї—Й–Є–љ–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞, –Њ—Б—В–∞—О—Й–∞—П—Б—П –њ–Њ—Б–ї–µ —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М —В–Њ—З–љ–Њ–µ –Є–Ј–≥–Є–±–∞–љ–Є–µ –Љ–∞—В–µ—А–Є–∞–ї–∞ –≤—А—Г—З–љ—Г—О –±–µ–Ј –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–≥–Њ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П.
–Я—А–µ–Є–Љ—Г—Й–µ—Б—В–≤–∞ –Њ–Ї–∞–љ—В–Њ–≤–Њ—З–љ–Њ–є —Д—А–µ–Ј–µ—А–Њ–≤–Ї–Є:
–Я–∞–љ–µ–ї–Є ETALBOND –Љ–Њ–≥—Г—В –Ї—А–µ–њ–Є—В—М—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ј–∞–Ї–ї–µ–њ–Њ–Ї, –≤–Є–љ—В–Њ–≤, –±–Њ–ї—В–Њ–≤, —Б–Ї–ї–µ–Є–≤–∞–љ–Є—П –Є —Б–≤–∞—А–Ї–Є.
–Т –ї—О–±–Њ–Љ —Б–ї—Г—З–∞–µ, –њ—А–Є –Ј–∞–Ї—А–µ–њ–ї–µ–љ–Є–Є –њ–∞–љ–µ–ї–µ–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–±–µ—Б–њ–µ—З–Є—В—М —Г—Б–ї–Њ–≤–Є—П –Њ—В—Б—Г—В—Б—В–≤–Є—П —Н–ї–µ–Ї—В—А–Њ–ї–Є—В–Є—З–µ—Б–Ї–Њ–є –Ї–Њ—А—А–Њ–Ј–Є–Є –Љ–µ–ґ–і—Г —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л–Љ–Є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П–Љ–Є. –Ю—Б–љ–Њ–≤—Л–≤–∞—П—Б—М –љ–∞ –≤—Л—И–µ—Г–Ї–∞–Ј–∞–љ–љ–Њ–Љ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є–Є, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л –Љ–Њ–ґ–љ–Њ —А–∞–Ј–і–µ–ї–Є—В—М –љ–∞ –і–≤–∞ —В–Є–њ–∞.
–†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л –і–ї—П —Б–Њ–µ–і–Є–љ–µ–љ–Є—П:
–∞–ї—О–Љ–Є–љ–Є–є, –љ–µ—А–ґ–∞–≤–µ—О—Й–∞—П —Б—В–∞–ї—М, –њ–ї–∞—Б—В–Є–Ї, —Б—В–∞–ї—М —Б –Ј–∞—Й–Є—В–љ—Л–Љ –њ–Њ–Ї—А—Л—В–Є–µ–Љ (–Ї–∞–і–Љ–Є–є, —Ж–Є–љ–Ї).
–Э–µ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л:
–Љ–µ–і—М, –ї–∞—В—Г–љ—М, –±—А–Њ–љ–Ј–∞, —Б—В–∞–ї—М –±–µ–Ј –Ј–∞—Й–Є—В–љ–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П.
–Ш—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–µ –њ–µ—А–µ—З–Є—Б–ї–µ–љ–љ—Л—Е –љ–µ—А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –Љ–Њ–ґ–µ—В –њ–Њ—Б–ї—Г–ґ–Є—В—М –њ—А–Є—З–Є–љ–Њ–є –њ—А–Њ–±–ї–µ–Љ, —Б–≤—П–Ј–∞–љ–љ—Л—Е —Б —Н–ї–µ–Ї—В—А–Њ–ї–Є–Ј–Њ–Љ, –Ї–Њ—В–Њ—А—Л–є –±—Г–і–µ—В –њ—А–Њ–Є—Б—Е–Њ–і–Є—В—М –љ–∞ —Б–Њ–µ–і–Є–љ–µ–љ–љ—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—П—Е.
–Я—А–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–µ–є –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –Ј–∞–Ї–ї–µ–њ–Њ–Ї –Љ–Њ–ґ–љ–Њ —Г—Б—В–∞–љ–∞–≤–ї–Є–≤–∞—В—М –Њ–±—Л—З–љ—Л–µ —В–Є–њ—Л –Ј–∞–Ї–ї–µ–њ–Њ–Ї, –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л–µ –њ—А–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є –∞–ї—О–Љ–Є–љ–Є—П.
–Я—А–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є–Є –њ–∞–љ–µ–ї–µ–є ETALBOND –±–Њ–ї—В–∞–Љ–Є –Є –≤–Є–љ—В–∞–Љ–Є, —В–µ—Е–љ–Є–Ї–∞ –Ї—А–µ–њ–ї–µ–љ–Є—П —А–∞–Ј–ї–Є—З–∞–µ—В—Б—П –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Њ–≥–Њ, –≥–і–µ –±—Г–і–µ—В –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М—Б—П –Љ–∞—В–µ—А–Є–∞–ї. –Я—А–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ —А–∞–±–Њ—В –≤–љ—Г—В—А–Є –њ–Њ–Љ–µ—Й–µ–љ–Є—П –љ–µ—В –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ—Б—В–Є —Г—З–Є—В—Л–≤–∞—В—М –ї–Є–љ–µ–є–љ–Њ–µ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —А–∞–Ј–ї–Є—З–љ—Л–µ –≤–Є–љ—В—Л –і–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –Љ–µ—В–∞–ї–ї–∞ –Є –і–µ—А–µ–≤–∞. –Я–Њ —В–µ—Е–љ–Є–Ї–µ –Ї—А–µ–њ–ї–µ–љ–Є—П –Љ–Њ–ґ–љ–Њ –≤—Л–і–µ–ї–Є—В—М —Б–ї–µ–і—Г—О—Й–Є–µ –≤–Є–і—Л (—А–Є—Б—Г–љ–Њ–Ї 5): –Ї—А–µ–њ–ї–µ–љ–Є–µ –≤–Є–љ—В–∞–Љ–Є —Б –Ї—А–µ—Б—В–Њ–Њ–±—А–∞–Ј–љ—Л–Љ —И–ї–Є—Ж–Њ–Љ –Є —Б—Д–µ—А–Є—З–µ—Б–Ї–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є, –Ї—А–µ–њ–ї–µ–љ–Є–µ –≤–Є–љ—В–∞–Љ–Є —Б –њ–Њ—В–∞–є–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є –≤ —А–∞–Ј–Ј–µ–љ–Ї–Њ–≤–∞–љ–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ, –Ї—А–µ–њ–ї–µ–љ–Є–µ –≤–Є–љ—В–∞–Љ–Є —Б –њ–Њ—В–∞–є–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є —Б–Њ–≤–Љ–µ—Б—В–љ–Њ —Б –љ–∞–Ї–ї–∞–і–Ї–Њ–є, –Ї—А–µ–њ–ї–µ–љ–Є–µ —Б—Д–µ—А–Њ—Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є–Љ–Є –≤–Є–љ—В–∞–Љ–Є —Б —Д–Њ—А–Љ–µ–љ–љ–Њ–є –њ—А–Њ–Ї–ї–∞–і–Ї–Њ–є. –Я—А–Є –Ї—А–µ–њ–ї–µ–љ–Є–Є –≤–Є–љ—В–∞–Љ–Є —Б –њ–Њ—В–∞–є–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є —Б–Њ–≤–Љ–µ—Б—В–љ–Њ —Б –љ–∞–Ї–ї–∞–і–Ї–Њ–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —З—В–Њ–±—Л –Њ—В–≤–µ—А—Б—В–Є–µ –≤ –њ–ї–Є—В–µ –±—Л–ї–Њ —Б–Њ—А–∞–Ј–Љ–µ—А–љ–Њ –±–Њ–ї—М—И–µ –і–Є–∞–Љ–µ—В—А–∞ –≤–Є–љ—В–∞.
–∞ вАУ –≤–Є–љ—В–∞–Љ–Є —Б –Ї—А–µ—Б—В–Њ–Њ–±—А–∞–Ј–љ—Л–Љ —И–ї–Є—Ж–Њ–Љ –Є —Б—Д–µ—А–Є—З–µ—Б–Ї–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є;
–± вАУ –≤–Є–љ—В–∞–Љ–Є —Б –њ–Њ—В–∞–є–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є –≤ —А–∞–Ј–Ј–µ–љ–Ї–Њ–≤–∞–љ–љ–Њ–µ –Њ—В–≤–µ—А—Б—В–Є–µ;
–≤ вАУ –≤–Є–љ—В–∞–Љ–Є —Б –њ–Њ—В–∞–є–љ–Њ–є –≥–Њ–ї–Њ–≤–Ї–Њ–є —Б–Њ–≤–Љ–µ—Б—В–љ–Њ —Б –љ–∞–Ї–ї–∞–і–Ї–Њ–є;
–≥ вАУ —Б—Д–µ—А–Њ—Ж–Є–ї–Є–љ–і—А–Є—З–µ—Б–Ї–Є–Љ–Є –≤–Є–љ—В–∞–Љ–Є —Б —Д–Њ—А–Љ–µ–љ–љ–Њ–є –њ—А–Њ–Ї–ї–∞–і–Ї–Њ–є.
–Я—А–Є –љ–∞—А—Г–ґ–љ–Њ–Љ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–µ–є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Г—З–Є—В—Л–≤–∞—В—М –Є—Е –ї–Є–љ–µ–є–љ–Њ–µ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–µ —А–∞—Б—И–Є—А–µ–љ–Є–µ (–Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –ї–Є–љ–µ–є–љ–Њ–≥–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –њ–∞–љ–µ–ї–µ–є —Б–Њ—Б—В–∞–≤–ї—П–µ—В 2,3 –Љ–Љ/–Љ –і–ї–Є–љ—Л –њ—А–Є –њ–µ—А–µ–њ–∞–і–µ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л 100 –≥—А–∞–і.). –Я–Њ—Н—В–Њ–Љ—Г –Њ—В–≤–µ—А—Б—В–Є—П –њ–Њ–і –≤–Є–љ—В—Л –і–Њ–ї–ґ–љ—Л –Є–Љ–µ—В—М –і–Є–∞–Љ–µ—В—А –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –±–Њ–ї—М—И–Є–є –љ–∞ –≤–µ–ї–Є—З–Є–љ—Г, —Г—З–Є—В—Л–≤–∞—О—Й—Г—О –і–≤–Є–ґ–µ–љ–Є–µ –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е –њ–∞–љ–µ–ї–µ–є –≤ –њ—А–Њ—Ж–µ—Б—Б–µ —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є. –Ф–ї—П –Љ–Њ–љ—В–∞–ґ–∞ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Д–∞—Б–∞–і–љ—Л–µ –≤–Є–љ—В—Л –і–ї—П –Љ–µ—В–∞–ї–ї–Є—З–µ—Б–Ї–Є—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є –ї–Є–±–Њ —Б–∞–Љ–Њ—А–µ–Ј—Л. –Ф–ї—П —Б–љ–Є–ґ–µ–љ–Є—П –і–∞–≤–ї–µ–љ–Є—П –≤–Є–љ—В–∞ –љ–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В—М –њ–∞–љ–µ–ї–Є –Є –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –Є—Е —В–µ–њ–ї–Њ–≤–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –њ—А–Њ–Ї–ї–∞–і–Ї–Є –Є–Ј —Н–ї–∞—Б—В–Є—З–љ—Л—Е –њ–Њ–ї–Є–Љ–µ—А–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤. –Ф–ї—П –Ј–∞–Ї—А—Л—В–Є—П –≥–Њ–ї–Њ–≤–Њ–Ї –Љ–Њ–ґ–љ–Њ –њ—А–Є–Љ–µ–љ—П—В—М —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ –Ї–Њ–ї–њ–∞—З–Ї–Є.
–°–Њ–µ–і–Є–љ–µ–љ–Є–µ —Н–ї–µ–Љ–µ–љ—В–Њ–≤ –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є –Є–Ј –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–µ–є –Љ–Њ–ґ–љ–Њ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П—В—М –Љ–µ—В–Њ–і–Њ–Љ —Б–≤–∞—А–Ї–Є –≥–Њ—А—П—З–Є–Љ –≤–Њ–Ј–і—Г—Е–Њ–Љ, –Ї–Њ–≥–і–∞ –≤ –Ї–∞—З–µ—Б—В–≤–µ —Б–Њ–µ–і–Є–љ—П—О—Й–µ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ –Є—Б–њ–Њ–ї—М–Ј—Г–µ—В—Б—П —Н–ї–µ–Ї—В—А–Њ–і–љ–∞—П –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞. –Т –њ—А–Њ—Ж–µ—Б—Б–µ —Б–≤–∞—А–Ї–Є –њ—А–Њ–≤–Њ–ї–Њ–Ї–∞ –Є –њ–Њ–ї–Є–Љ–µ—А–љ–∞—П —Б–µ—А–і—Ж–µ–≤–Є–љ–∞ —А–∞–Ј–Њ–≥—А–µ–≤–∞—О—В—Б—П –і–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –њ–ї–∞–≤–ї–µ–љ–Є—П –Є –Њ–±—А–∞–Ј—Г—О—В –њ—А–Њ—З–љ–Њ–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є–µ.
–Я–Њ–і–≥–Њ—В–Њ–≤–Ї–∞ –Љ–∞—В–µ—А–Є–∞–ї–∞ –і–ї—П —Б–≤–∞—А–Ї–Є —Б–Њ—Б—В–Њ–Є—В –≤ —Б–ї–µ–і—Г—О—Й–µ–Љ: –њ–Њ –Ї—А–∞—О –Љ–∞—В–µ—А–Є–∞–ї–∞ —Б–љ–Є–Љ–∞–µ—В—Б—П —Д–∞—Б–Ї–∞ –њ–Њ–і —Г–≥–ї–Њ–Љ 45 0 . –Я–µ—А–µ–і —Б–≤–∞—А–Ї–Њ–є –њ–∞–љ–µ–ї–Є –њ–ї–Њ—В–љ–Њ —Б—В—Л–Ї—Г—О—В—Б—П –Ї—А–∞—П–Љ–Є —Б–Њ —Б–љ—П—В—Л–Љ–Є —Д–∞—Б–Ї–∞–Љ–Є –і—А—Г–≥ –Ї –і—А—Г–≥—Г (—А–Є—Б—Г–љ–Њ–Ї 6).
–†–Є—Б—Г–љ–Њ–Ї 6. –°–≤–∞—А–Ї–∞ –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–µ–є —Б —Б–µ—А–і—Ж–µ–≤–Є–љ–Њ–є –Є–Ј –њ–Њ–ї–Є—Н—В–Є–ї–µ–љ–∞.
–°–≤–∞—А–Ї—Г –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –њ—А–Њ–Є–Ј–≤–µ—Б—В–Є –љ–µ –њ–Њ–Ј–і–љ–µ–µ 24 —З–∞—Б–Њ–≤ –њ–Њ—Б–ї–µ –њ–Њ–і–≥–Њ—В–Њ–≤–Ї–Є –ї–Є—Б—В–Њ–≤ –Ї —Б–≤–∞—А–Ї–µ, –≤–≤–Є–і—Г –±—Л—Б—В—А–Њ–≥–Њ –Њ–Ї—Б–Є–і–Є—А–Њ–≤–∞–љ–Є—П –њ–Њ–ї–Є–Љ–µ—А–љ–Њ–є –Њ—Б–љ–Њ–≤—Л.
–Ф–ї—П —Б–≤–∞—А–Ї–Є –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М —Н–ї–µ–Ї—В—А–Њ–і—Л –љ–∞ –Њ—Б–љ–Њ–≤–µ –Љ—П–≥–Ї–Њ–≥–Њ –њ–Њ–ї–Є—Н—В–Є–ї–µ–љ–∞ (—В–Є–њ 1800-h, —З–µ—А–љ–Њ–≥–Њ —Ж–≤–µ—В–∞). –Э–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –њ–µ—А–µ–і —Б–≤–∞—А–Ї–Њ–є —Г–і–∞–ї–Є—В—М –≤–љ–µ—И–љ–Є–є —Б–ї–Њ–є —Н–ї–µ–Ї—В—А–Њ–і–∞ –љ–∞–ґ–і–∞—З–љ–Њ–є –±—Г–Љ–∞–≥–Њ–є –Є —Б–і–µ–ї–∞—В—М —Б–Ї–Њ—Б –њ–Њ–і —Г–≥–ї–Њ–Љ 45 0 . –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –њ–ї–Є—В—Л –њ—А–Є —Б–≤–∞—А–Ї–µ –њ–Њ–і–і–µ—А–ґ–Є–≤–∞–µ—В—Б—П —А–∞–≤–љ–Њ–є 260-270 0 –°. –Я–Њ—Б–ї–µ –њ—А–Њ–≤–µ–і–µ–љ–Є—П —Б–≤–∞—А–Ї–Є –Є –Њ—Е–ї–∞–ґ–і–µ–љ–Є—П –Љ–∞—В–µ—А–Є–∞–ї–∞ —Б–≤–∞—А–Њ—З–љ—Л–є –љ–∞–њ–ї—Л–≤ —Б–љ–Є–Љ–∞–µ—В—Б—П –њ—А–Є –њ–Њ–Љ–Њ—Й–Є –љ–Њ–ґ–∞.
–Ф–ї—П –Ї—А–µ–њ–ї–µ–љ–Є—П –њ–∞–љ–µ–ї–µ–є –Љ–Њ–ґ–љ–Њ –њ—А–Є–Љ–µ–љ—П—В—М –і–≤—Г—Е—Б—В–Њ—А–Њ–љ–љ–Є–µ —Б–Њ–µ–і–Є–љ–Є—В–µ–ї—М–љ—Л–µ (–Љ–Њ–љ—В–∞–ґ–љ—Л–µ) –ї–µ–љ—В—Л, –Є–Љ–µ—О—Й–Є–µ –∞–Ї—А–Є–ї–Њ–≤—Л–є –Ї–ї–µ—П—Й–Є–є —Б–ї–Њ–є, –Ї–Њ—В–Њ—А—Л–є –љ–∞–љ–µ—Б–µ–љ –љ–∞ –≤—Б–њ–µ–љ–µ–љ–љ—Г—О –Њ—Б–љ–Њ–≤—Г. –°–ї–µ–і—Г–µ—В –Њ—В–Љ–µ—В–Є—В—М, —З—В–Њ —В–∞–Ї–Њ–є –≤–Є–і —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Љ–∞—В–µ—А–Є–∞–ї–∞ –њ—А–Є–Љ–µ–љ—П–µ—В—Б—П –Ї–Њ–≥–і–∞ –љ–µ —В—А–µ–±—Г–µ—В—Б—П –≤—Л—Б–Њ–Ї–Њ–є –њ—А–Њ—З–љ–Њ—Б—В–Є –Ї–ї–µ–µ–≤–Њ–≥–Њ —И–≤–∞ (–Є–Љ–µ–µ—В—Б—П –≤–≤–Є–і—Г –њ—А–µ–і–µ–ї –њ—А–Њ—З–љ–Њ—Б—В–Є –љ–∞ —А–∞—Б—В—П–ґ–µ–љ–Є–µ –Є –љ–∞ —Б—А–µ–Ј).
–Т–љ–Є–Љ–∞–љ–Є–µ: –Ї–ї–µ–Є –љ–µ –і–µ—А–ґ–∞—В—Б—П –љ–∞ –њ–ї–∞—Б—В–Љ–∞—Б—Б–∞—Е –Є—Б–њ–Њ–ї—М–Ј—Г–µ–Љ—Л—Е –≤ –Ї–∞—З–µ—Б—В–≤–µ –≤–љ—Г—В—А–µ–љ–љ–µ–≥–Њ —Б–ї–Њ—П –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е –њ–∞–љ–µ–ї–µ–є;
–Я—А–Є —Б–њ–ї–Њ—И–љ–Њ–Љ –Њ–і–љ–Њ—Б—В–Њ—А–Њ–љ–љ–µ–Љ –Ј–∞–Ї–ї–µ–Є–≤–∞–љ–Є–Є –њ–∞–љ–µ–ї–µ–є –≤–Њ–Ј–Љ–Њ–ґ–љ–∞ –і–µ—Д–Њ—А–Љ–∞—Ж–Є—П —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –Є–Ј-–Ј–∞ —А–∞–Ј–љ–Є—Ж—Л –≤ –Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В–∞—Е –ї–Є–љ–µ–є–љ–Њ–≥–Њ —В–µ—А–Љ–Є—З–µ—Б–Ї–Њ–≥–Њ —А–∞—Б—И–Є—А–µ–љ–Є—П (—Н—Д—Д–µ–Ї—В –±–Є–Љ–µ—В–∞–ї–ї–∞).
–Ф–ї—П —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –њ–∞–љ–µ–ї–µ–є ETALBOND –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –њ—А–Њ—Д–Є–ї–Є. –Ґ–∞–Ї–Њ–є –≤–Є–і —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Г–і–Њ–±–µ–љ –і–ї—П —Б–Њ–Ј–і–∞–љ–Є—П –Љ–Њ–і—Г–ї—М–љ—Л—Е –≤—Л—Б—В–∞–≤–Њ—З–љ—Л—Е –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–є –Є –і—А. –њ–Њ–і–Њ–±–љ–Њ–≥–Њ –њ—А–Є–Љ–µ–љ–µ–љ–Є—П –≤–љ—Г—В—А–Є –њ–Њ–Љ–µ—Й–µ–љ–Є–є. –Т–∞—А–Є–∞–љ—В—Л –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є –њ–Њ–Ї–∞–Ј–∞–љ—Л –љ–∞ —А–Є—Б—Г–љ–Ї–µ 7.
–Ф–ї—П –ї–∞–Ї–Є—А–Њ–≤–Ї–Є –Є –≥—А—Г–љ—В–Њ–≤–Ї–Є –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –њ–Њ–і—Е–Њ–і—П—В –ї—О–±—Л–µ –Њ–Ї—А–∞—И–Є–≤–∞—О—Й–Є–µ —Б–Є—Б—В–µ–Љ—Л, –њ—А–Є–Љ–µ–љ—П–µ–Љ—Л–µ –і–ї—П –Њ–Ї—А–∞—Б–Ї–Є –Є –ї–∞–Ї–Є—А–Њ–≤–Ї–Є –∞–ї—О–Љ–Є–љ–Є—П. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ–µ—А–µ–і –љ–∞—З–∞–ї–Њ–Љ —А–∞–±–Њ—В –њ—А–Њ–≤–µ—Б—В–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї–Є–µ –њ—А–Њ–±—Л –љ–∞ —Б–Њ–≤–Љ–µ—Б—В–Є–Љ–Њ—Б—В—М –≤—Л–±—А–∞–љ–љ–Њ–є –Њ–Ї—А–∞—И–Є–≤–∞—О—Й–µ–є —Б–Є—Б—В–µ–Љ—Л —Б –≤–Ј—П—В—Л–Љ –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л–Љ –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ.
–°—В–∞–і–Є–Є —А–∞–±–Њ—З–µ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞:
–°–ї–µ–і—Г–µ—В –њ–Њ–Љ–љ–Є—В—М: –њ—А–Є —Г—Б–Ї–Њ—А–µ–љ–љ–Њ–є —Б—Г—И–Ї–µ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –і–Њ–њ—Г—Б—В–Є–Љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ 70 0–°.
–Э–µ –і–Њ–њ—Г—Б–Ї–∞–µ—В—Б—П –Є–Ј–≥–Є–±–∞—В—М –Љ–∞—В–µ—А–Є–∞–ї –њ–Њ—Б–ї–µ –і–Њ–њ–Њ–ї–љ–Є—В–µ–ї—М–љ–Њ–є –ї–∞–Ї–Є—А–Њ–≤–Ї–Є –Є–Ј-–Ј–∞ –Љ–∞–ї–Њ–є —Н–ї–∞—Б—В–Є—З–љ–Њ—Б—В–Є –ї–∞–Ї–Є—А–Њ–≤–∞–љ–љ–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є
–Я—А–Є–ї–Є–њ–∞–љ–Є–µ –њ–Њ–ї–Є–Љ–µ—А–љ–Њ–є –њ–ї–µ–љ–Ї–Є –ї–∞–Ї–Њ–≤–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –Ї –Љ–∞—В–µ—А–Є–∞–ї—Г —Б–µ—А–і—Ж–µ–≤–Є–љ—Л –Њ—В—Б—Г—В—Б—В–≤—Г–µ—В.
–Ъ–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л–µ —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–Є ETALBOND –њ–Њ–і—Е–Њ–і—П—В –і–ї—П —В—А–∞—Д–∞—А–µ—В–љ–Њ–є –њ–µ—З–∞—В–Є. –Ф–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –Ї–∞—З–µ—Б—В–≤–µ–љ–љ–Њ–є –њ–µ—З–∞—В–Є —Б–ї–µ–і—Г–µ—В –њ–µ—А–µ–і –њ–µ—З–∞—В—М—О –Њ–±—А–∞–±–Њ—В–∞—В—М –Љ–∞—В–µ—А–Є–∞–ї –і–µ–љ–∞—В—Г—А–∞—В–Њ–Љ. –Т–≤–Є–і—Г –љ–∞–ї–Є—З–Є—П –≤–Њ–Ј–Љ–Њ–ґ–љ—Л—Е –Њ—В–Ї–ї–Њ–љ–µ–љ–Є–є –≤ —Б—В—А—Г–Ї—В—Г—А–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–∞—В–µ—А–Є–∞–ї–∞ –≤ —А–∞–Ј–љ—Л—Е –њ–∞—А—В–Є—П—Е –њ–µ—А–µ–і –Ї–∞–ґ–і—Л–Љ —А–∞–±–Њ—З–Є–Љ –њ—А–Њ—Ж–µ—Б—Б–Њ–Љ —А–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Њ–≤–µ—Б—В–Є —В–µ—Е–љ–Њ–ї–Њ–≥–Є—З–µ—Б–Ї—Г—О –њ—А–Њ–±—Г –љ–∞ —Б–Њ–≤–Љ–µ—Б—В–Є–Љ–Њ—Б—В—М –≤—Л–±—А–∞–љ–љ–Њ–є –і–ї—П —В—А–∞—Д–∞—А–µ—В–љ–Њ–є –њ–µ—З–∞—В–Є –Ї—А–∞—Б–Ї–Є.
–Ъ–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л –ї–µ–≥–Ї–Њ –њ–Њ–і–і–∞—О—В—Б—П –Ї—Н—И–Є—А–Њ–≤–∞–љ–Є—О –ї–Є—В–Њ–є –Є–ї–Є –Ї–∞–ї–∞–љ–і—А–Є—А–Њ–≤–∞–љ–љ–Њ–є –Ї–ї–µ–є–Ї–Њ–є —Д–Њ–ї—М–≥–Њ–є. –Я—А–Њ—Ж–µ—Б—Б –Љ–Њ–ґ–љ–Њ –њ—А–Њ–≤–Њ–і–Є—В—М –≤—А—Г—З–љ—Г—О –Є –Љ–∞—И–Є–љ–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ. –°–Љ–µ–љ–∞ —Д–Њ–ї—М–≥–Є –±–µ–Ј —Б–љ—П—В–Є—П –ї–∞–Ї–Њ–≤–Њ–≥–Њ —Б–ї–Њ—П –љ–µ –њ—А–µ–і—Б—В–∞–≤–ї—П–µ—В –њ—А–Њ–±–ї–µ–Љ.
–§–Њ—В–Њ–Љ–Њ–љ—В–∞–ґ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –∞–њ–њ–ї–Є–Ї–∞—Ж–Є—П–Љ–Є –љ–∞ –ї–Є–њ–Ї–Њ–є –Њ—Б–љ–Њ–≤–µ –ї–Є–±–Њ –њ—А–Є–Ї–ї–µ–Є–≤–∞–љ–Є–µ–Љ —Д–Њ—В–Њ–≥—А–∞—Д–Є–є –≤–ї–∞–ґ–љ—Л–Љ —Б–њ–Њ—Б–Њ–±–Њ–Љ –≤–Њ–і–љ–Њ-–і–Є—Б–њ–µ—А—Б–Є–Њ–љ–љ—Л–Љ–Є –Ї–ї–µ—П–Љ–Є.
–Я–ї–Є—В—Л –њ–µ—А–µ–і –љ–∞–љ–µ—Б–µ–љ–Є–µ–Љ —Д–Њ–ї—М–≥–Є –Є–ї–Є —Б–љ–Є–Љ–Ї–Њ–≤ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —Б—Г—Е–Є–Љ–Є –Є —З–Є—Б—В—Л–Љ–Є, –±–µ–Ј —Б–ї–µ–і–Њ–≤ –њ—Л–ї–Є –Є –ґ–Є—А–∞.
–Я—А–Њ—Ж–µ—Б—Б –∞–њ–њ–ї–Є–Ї–∞—Ж–Є–Є –±—Г–Ї–≤ –љ–∞ –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л–µ –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л–µ —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–Є –∞–љ–∞–ї–Њ–≥–Є—З–µ–љ –њ—А–Њ—Ж–µ—Б—Б—Г –Ї—Н—И–Є—А–Њ–≤–∞–љ–Є—П.
–Я–µ—А–Є–Њ–і–Є—З–µ—Б–Ї–∞—П –Њ—З–Є—Б—В–Ї–∞ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ї–Њ–Љ–њ–Њ–Ј–Є—В–љ—Л—Е —Б—Н–љ–і–≤–Є—З-–њ–∞–љ–µ–ї–µ–є –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ—А–Њ–і–ї–Є—В—М —Б—А–Њ–Ї —Н–Ї—Б–њ–ї—Г–∞—В–∞—Ж–Є–Є –њ–∞–љ–µ–ї–µ–є –≤–≤–Є–і—Г —Г–і–∞–ї–µ–љ–Є—П –Њ—Б—В–∞—В–Ї–Њ–≤ –∞–≥—А–µ—Б—Б–Є–≤–љ—Л—Е —Б—А–µ–і—Б—В–≤, —Б–Њ–і–µ—А–ґ–∞—Й–Є—Е—Б—П –≤ –Њ—Б–∞–і–Ї–∞—Е –Є –≤–Њ—Б—Б—В–∞–љ–Њ–≤–Є—В—М –њ–µ—А–≤–Њ–љ–∞—З–∞–ї—М–љ—Л–є –≤–љ–µ—И–љ–Є–є –≤–Є–і –њ–∞–љ–µ–ї–µ–є.
–Я—А–Њ–≤–Њ–і–Є—В—М –Њ—З–Є—Б—В–Ї—Г —Б–ї–µ–і—Г–µ—В —З–Є—Б—В—П—Й–Є–Љ–Є –Є –Љ–Њ—О—Й–Є–Љ–Є —Б—А–µ–і—Б—В–≤–∞–Љ–Є –љ–µ –≤—Л–Ј—Л–≤–∞—О—Й–Є–Љ–Є —А–∞—Б—В–≤–Њ—А–µ–љ–Є–µ –Є–ї–Є —А–∞–Ј–ї–Њ–ґ–µ–љ–Є–µ –њ–Њ–ї–Є–Љ–µ—А–љ–Њ–≥–Њ –њ–Њ–Ї—А—Л—В–Є—П –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Є –љ–µ —Б–Њ–і–µ—А–ґ–∞—Й–Є–Љ–Є –∞–±—А–∞–Ј–Є–≤–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤. –†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ—В—Б—П –њ—А–Є–Љ–µ–љ—П—В—М –љ–µ–є—В—А–∞–ї—М–љ—Л–µ –Љ–Њ—О—Й–Є–µ —Б—А–µ–і—Б—В–≤–∞ –і–ї—П –∞–ї—О–Љ–Є–љ–Є–µ–≤—Л—Е –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–µ–є —Б –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Є–Љ –Є–ї–Є –∞–љ–Њ–і–љ–Њ-–Њ–Ї—Б–Є–і–Є—А–Њ–≤–∞–љ–љ—Л–Љ –њ–Њ–Ї—А—Л—В–Є–µ–Љ.
–І–∞—Б—В–Њ—В–∞ —З–Є—Б—В–Ї–Є –Ј–∞–≤–Є—Б–Є—В –Њ—В —Г—Б–ї–Њ–≤–Є–є –Њ–Ї—А—Г–ґ–∞—О—Й–µ–є —Б—А–µ–і—Л –Є —Б—В–µ–њ–µ–љ–Є –Ј–∞–≥—А—П–Ј–љ–µ–љ–Є—П.
–Э–µ –і–Њ–њ—Г—Б–Ї–∞–µ—В—Б—П:
–њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Њ—З–Є—Б—В–Ї—Г –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –љ–∞–≥—А–µ—В–Њ–є —Б–Њ–ї–љ—Ж–µ–Љ –і–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –≤—Л—И–µ 40¬∞–°;
–њ—А–Є–Љ–µ–љ—П—В—М —Б–Є–ї—М–љ–Њ—Й–µ–ї–Њ—З–љ—Л–µ –Љ–Њ—О—Й–Є–µ —Б—А–µ–і—Б—В–≤–∞ (—В–∞–Ї–Є–µ –Ї–∞–Ї –µ–і–Ї–Њ–µ –Ї–∞–ї–Є, —Б–Њ–і—Г, –љ–∞—В—А–Њ–љ–љ—Г—О —Й–µ–ї–Њ—З—М –Є —В.–і.), –≤—Л—Б–Њ–Ї–Њ–Ї–Њ–љ—Ж–µ–љ—В—А–Є—А–Њ–≤–∞–љ–љ—Л–µ –Ї–Є—Б–ї–Њ—В—Л –Є–ї–Є –∞–±—А–∞–Ј–Є–≤–љ—Л–µ —Б—А–µ–і—Б—В–≤–∞ (–Т–Ш–Ь, –Р–ѓ–Ъ–°, –Ш–Ь–Ш –Є —В.–і.), –∞ —В–∞–Ї–ґ–µ –Њ—А–≥–∞–љ–Є—З–µ—Б–Ї–Є–µ –≤–µ—Й–µ—Б—В–≤–∞, —А–∞—Б—В–≤–Њ—А—П—О—Й–Є–µ –ї–∞–Ї–Є—А–Њ–≤–Њ—З–љ—Л–є —Б–ї–Њ–є.
C–∞–є—В –Ї–Њ–Љ–њ–∞–љ–Є–Є –Ч–Р–Ю "–†–Ю–°–°–Ґ–Р–†" © 2024
–Т—Б–µ –њ—А–∞–≤–∞ –љ–∞ –і–∞–љ–љ—Л–є —Б–∞–є—В –њ—А–Є–љ–∞–і–ї–µ–ґ–∞—В –Ч–Р–Ю "–†–Ю–°–°–Ґ–Р–†".
–Ы—О–±–Њ–µ —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–Є–µ –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ–љ—Л—Е –љ–∞ —Б–∞–є—В–µ –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤
–±–µ–Ј —А–∞–Ј—А–µ—И–µ–љ–Є—П –њ—А–∞–≤–Њ–Њ–±–ї–∞–і–∞—В–µ–ї—П —П–≤–ї—П–µ—В—Б—П –љ–∞—А—Г—И–µ–љ–Є–µ–Љ –∞–≤—В–Њ—А—Б–Ї–Є—Е –њ—А–∞–≤.
