–Ф–ї—П —А–µ–Ј–Ї–Є –∞–Ї—А–Є–ї–∞ –Љ–Њ–ґ–љ–Њ –Є—Б–њ–Њ–ї—М–Ј–Њ–≤–∞—В—М –ї–µ–љ—В–Њ—З–љ—Г—О –њ–Є–ї—Г, —Ж–Є—А–Ї—Г–ї—П—А–љ—Г—О –њ–Є–ї—Г, –ї–Њ–±–Ј–Є–Ї –Є–ї–Є —А—Г—З–љ—Г—О –њ–Є–ї—Г. –Ы–Є—Б—В –і–Њ–ї–ґ–µ–љ –±—Л—В—М –Ј–∞–Ї—А–µ–њ–ї–µ–љ. –Э–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–≥—А–∞–љ–Є—З–Є–≤–∞—В—М –≤–Є–±—А–∞—Ж–Є—О –ї–Є—Б—В–∞ –≤ —А–∞–є–Њ–љ–µ —А–µ–Ј–∞.
–†–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж–Є–Є –њ–Њ —Б–Ї–Њ—А–Њ—Б—В–Є —А–µ–Ј–∞–љ–Є—П –Є —И–∞–≥–µ –Ј—Г–±—М–µ–≤ –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ—Л –≤ —В–∞–±–ї–Є—Ж–µ.
| –Ґ–Є–њ –њ–Є–ї—Л | –Ю–њ—В–Є–Љ–∞–ї—М–љ–∞—П —Б–Ї–Њ—А–Њ—Б—В—М —А–µ–Ј–∞–љ–Є—П (–њ—А–Є–±–ї–Є–Ј–Є—В–µ–ї—М–љ–Њ) | –Ю–њ—В–Є–Љ–∞–ї—М–љ—Л–є —И–∞–≥ –Ј—Г–±—М–µ–≤ | –†–µ–Ї–Њ–Љ–µ–љ–і–∞—Ж–Є–Є | |
|---|---|---|---|---|
| –Ґ–Њ–ї—Й–Є–љ–∞ –ї–Є—Б—В–∞ | –®–∞–≥, –Љ–Љ | |||
| –Ы–µ–љ—В–Њ—З–љ–∞—П –њ–Є–ї–∞ | 1500 –Љ/–Љ–Є–љ |
–Ф–Њ 3–Љ–Љ
3-13–Љ–Љ >13–Љ–Љ |
6-8
4-5 1.5-2 |
–Э–∞–њ—А–∞–≤–ї—П—В—М –њ–Є–ї—Г –љ–∞—Б—В–Њ–ї—М–Ї–Њ –±–ї–Є–Ј–Ї–Њ, —З—В–Њ–±—Л –њ—А–µ–і–Њ—В–≤—А–∞—В–Є—В—М –µ–µ –≤—Л–Ї—А—Г—З–Є–≤–∞–љ–Є–µ |
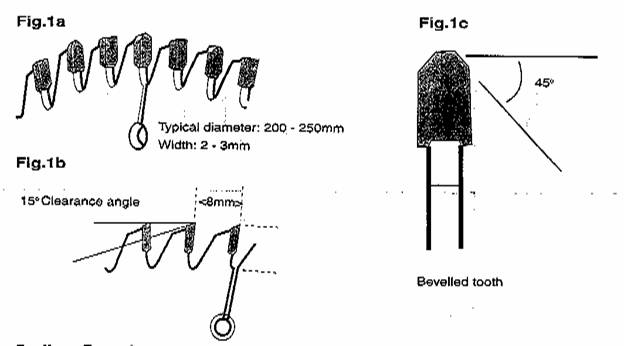
| –¶–Є—А–Ї—Г–ї—П—А–љ–∞—П –њ–Є–ї–∞. –Ч—Г–±—М—П —Б –њ–ї–∞—Б—В–Є–љ–∞–Љ–Є –Є–Ј —В–≤–µ—А–і–Њ–≥–Њ —Б–њ–ї–∞–≤–∞. | 3000 –Љ/–Љ–Є–љ | –Т—Б–µ —В–Њ–ї—Й–Є–љ—Л | 8-16 | –°–Љ. —А–Є—Б—Г–љ–Њ–Ї 1 |
|
–Ы–Њ–±–Ј–Є–Ї
–Я–Є–ї–Ї–∞ |
–Э–µ –Ї—А–Є—В–Є—З–љ–Њ | –Ф–Њ 6–Љ–Љ | 5-6 | –Я–µ—А–µ–і –≤—Л–љ–Є–Љ–∞–љ–Є–µ–Љ –њ–Є–ї—Л –Є–Ј —А–µ–Ј–∞, –Њ—Б—В–∞–љ–Њ–≤–Є—В—М –ї–µ–Ј–≤–Є–µ |
–Э–∞–≥—А–µ–≤ –∞–Ї—А–Є–ї–∞ –њ–µ—А–µ–і —Д–Њ—А–Љ–Њ–≤–Ї–Њ–є –≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Є–њ–∞ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є—П –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –ї–Є–±–Њ –≤ —В–µ—А–Љ–Њ—И–Ї–∞—Д–∞—Е (—А—Г—З–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ), –ї–Є–±–Њ –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ –љ–∞ —В–µ—А–Љ–Њ—Д–Њ—А–Љ–Њ–≤–Њ—З–љ–Њ–є –Љ–∞—И–Є–љ–µ –≤—Б—В—А–Њ–µ–љ–љ—Л–Љ–Є –Є–љ—Д—А–∞–Ї—А–∞—Б–љ—Л–Љ–Є –љ–∞–≥—А–µ–≤–∞—В–µ–ї—П–Љ–Є (–∞–≤—В–Њ–Љ–∞—В–Є–Ј–Є—А–Њ–≤–∞–љ–љ–Њ–µ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–µ).
–†–µ–Ї–Њ–Љ–µ–љ–і—Г–µ–Љ–∞—П —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –ї–Є—Б—В–∞ Lucite SW –і–ї—П —В–µ—А–Љ–Њ—Д–Њ—А–Љ–Њ–≤–∞–љ–Є—П –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ—А–µ–і–µ–ї–∞—Е –Њ—В 155 –і–Њ 170¬∞–°. –Ю—З–µ–љ—М –≤–∞–ґ–љ–Њ, —З—В–Њ–±—Л —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –±—Л–ї–∞ –Њ–і–Є–љ–∞–Ї–Њ–≤–Њ–є –љ–Є —В–Њ–ї—М–Ї–Њ –њ–Њ –≤—Б–µ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –ї–Є—Б—В–∞, –љ–Њ –Є –њ–Њ –µ–≥–Њ —В–Њ–ї—Й–Є–љ–µ.
–Я—А–Є –Њ—Б—Г—Й–µ—Б—В–≤–ї–µ–љ–Є–Є –љ–∞–≥—А–µ–≤–∞ –≤ —В–µ—А–Љ–Њ—И–Ї–∞—Д—Г —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –≤–Њ–Ј–і—Г—Е–∞ –≤ —И–Ї–∞—Д—Г –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –љ–∞ 10-15¬∞–° –±–Њ–ї—М—И–µ —В—А–µ–±—Г–µ–Љ–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –ї–Є—Б—В–∞ (—В.–µ. 165-185¬∞–°). –Т—А–µ–Љ—П –љ–∞–≥—А–µ–≤–∞ –Ј–∞–≤–Є—Б–Є—В –Њ—В —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–∞ –Є —Б–Њ—Б—В–∞–≤–ї—П–µ—В –Њ—В 20 –і–Њ 35 –Љ–Є–љ—Г—В. –Ю–і–љ–Њ–≤—А–µ–Љ–µ–љ–љ–Њ –Љ–Њ–ґ–љ–Њ –љ–∞–≥—А–µ–≤–∞—В—М –Њ—В 4 –і–Њ 8 –ї–Є—Б—В–Њ–≤.
–Я—А–Є —А–∞–±–Њ—В–µ –љ–∞ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–Є, –Є–Љ–µ—О—Й–µ–Љ –≤—Б—В—А–Њ–µ–љ–љ—Л–µ –Ш–Ъ-–Њ–±–Њ–≥—А–µ–≤–∞—В–µ–ї–Є , –Ї–Њ–љ—В—А–Њ–ї—М —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –њ–Њ —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–Љ –і–∞—В—З–Є–Ї–∞–Љ –ї–Є–±–Њ –∞–≤—В–Њ–Љ–∞—В–Є—З–µ—Б–Ї–Є. –Ґ–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Ј–∞–≤–Є—Б–Є—В –Њ—В —Б–Ї–Њ—А–Њ—Б—В–Є –љ–∞–≥—А–µ–≤–∞ –Є —В–Њ–≥–Њ, –љ–∞ –Ї–∞–Ї—Г—О –Љ–Њ—Й–љ–Њ—Б—В—М –љ–∞—Б—В—А–Њ–µ–љ –љ–∞–≥—А–µ–≤–∞—В–µ–ї—М–љ—Л–є —Н–ї–µ–Љ–µ–љ—В. –Ю–±—Л—З–љ–Њ —Б–Ї–Њ—А–Њ—Б—В—М –љ–∞–≥—А–µ–≤–∞ —Б–Њ—Б—В–∞–≤–ї—П–µ—В –њ—А–Є–±–ї–Є–Ј–Є—В–µ–ї—М–љ–Њ 40-50 —Б–µ–Ї—Г–љ–і –љ–∞ –Љ–Є–ї–ї–Є–Љ–µ—В—А —В–Њ–ї—Й–Є–љ—Л –ї–Є—Б—В–∞.
–Я—А–Є —А–∞–±–Њ—В–µ –љ–∞ –∞–≤—В–Њ–Љ–∞—В–Є–Ј–Є—А–Њ–≤–∞–љ–љ–Њ–Љ –Њ–±–Њ—А—Г–і–Њ–≤–∞–љ–Є–Є –Љ–Њ–ґ–µ—В –њ—А–Є–Љ–µ–љ—П—В—М—Б—П —В–µ—Е–љ–Є–Ї–∞ –Ј–Њ–љ–љ–Њ–≥–Њ –љ–∞–≥—А–µ–≤–∞. –≠—В–Њ –і–µ–ї–∞–µ—В—Б—П –і–ї—П –њ–Њ–ї—Г—З–µ–љ–Є—П –±–Њ–ї–µ–µ —А–∞–≤–љ–Њ–Љ–µ—А–љ–Њ–є —В–Њ–ї—Й–Є–љ—Л —Б–Ї–Њ—А–ї—Г–њ—Л. –Ф–ї—П —Н—В–Њ–≥–Њ, –≤ —В–µ—Е –Љ–µ—Б—В–∞—Е, –≥–і–µ –њ—А–Њ–Є—Б—Е–Њ–і–Є—В –±–Њ–ї–µ–µ –≥–ї—Г–±–Њ–Ї–∞—П –≤—Л—В—П–ґ–Ї–∞, –ї–Є—Б—В –љ–∞–≥—А–µ–≤–∞–µ—В—Б—П –і–Њ –Љ–µ–љ—М—И–µ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л –Є –љ–∞–Њ–±–Њ—А–Њ—В.
–Я–Њ—Б–ї–µ –љ–∞–≥—А–µ–≤–∞ –ї–Є—Б—В–∞ –і–Њ —В—А–µ–±—Г–µ–Љ–Њ–є —В–µ–Љ–њ–µ—А–∞—В—Г—А–µ –Њ—Б—Г—Й–µ—Б—В–≤–ї—П–µ—В—Б—П –≤–∞–Ї—Г—Г–Љ —Д–Њ—А–Љ–Њ–≤–∞–љ–Є–µ ¬Ђ—Б–Ї–Њ—А–ї—Г–њ—Л¬ї –≤–∞–љ–љ—Л. –Т–Њ–Ј–і—Г—Е –Є–Ј –њ—А–Њ—Б—В—А–∞–љ—Б—В–≤–∞ –Љ–µ–ґ–і—Г –ї–Є—Б—В–Њ–Љ –Є —Д–Њ—А–Љ–Њ–є —Г–і–∞–ї—П–µ—В—Б—П, –Є –ї–Є—Б—В –∞–Ї—А–Є–ї–∞, –Ј–∞–Ї—А–µ–њ–ї–µ–љ–љ—Л–є –љ–∞ —Д–Њ—А–Љ–µ –≤ –і–µ—А–ґ–∞—В–µ–ї–µ, –њ–Њ–≤—В–Њ—А—П—О—Й–µ–Љ —Д–Њ—А–Љ—Г –Ї—А–∞—П –≤–∞–љ–љ—Л, –≤—В—П–≥–Є–≤–∞–µ—В—Б—П –≤ —Д–Њ—А–Љ—Г. –Ь–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ–µ —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є–µ —И–Є—А–Є–љ—Л –ї–Є—Б—В–∞ –Є –≥–ї—Г–±–Є–љ—Л —Д–Њ—А–Љ—Л (–Ї–Њ—Н—Д—Д–Є—Ж–Є–µ–љ—В –≤—Л—В—П–ґ–Ї–Є) –і–ї—П Lucite SW вЙ§0,7 (–Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –і–Њ 0,85), –і–ї—П Lucite XL вЙ§1,0-1,2. –Ґ–Њ–ї—Й–Є–љ–∞ —Б–Ї–Њ—А–ї—Г–њ—Л –њ–Њ—Б–ї–µ —Д–Њ—А–Љ–Њ–≤–∞–љ–Є—П –і–Њ–ї–ґ–љ–∞ –±—Л—В—М –љ–µ –Љ–µ–љ–µ–µ 0,8 –Љ–Љ. –Ф–ї—П –Ј–∞—Й–Є—В—Л –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –≤–∞–љ–љ –Њ—В –њ–Њ–≤—А–µ–ґ–і–µ–љ–Є–є –≤ –њ—А–Њ—Ж–µ—Б—Б–µ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П, —В—А–∞–љ—Б–њ–Њ—А—В–Є—А–Њ–≤–Ї–Є –Є —Г—Б—В–∞–љ–Њ–≤–Ї–Є, —Д–Њ—А–Љ–Њ–≤–∞–љ–Є–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –≤–Љ–µ—Б—В–µ —Б –Ј–∞—Й–Є—В–љ–Њ–є –њ–ї–µ–љ–Ї–Њ–є –љ–∞ –ї–Є—Ж–µ–≤–Њ–є —Б—В–Њ—А–Њ–љ–µ –ї–Є—Б—В–∞.
–Ч–∞–Ї–ї—О—З–Є—В–µ–ї—М–љ–∞—П –Њ–њ–µ—А–∞—Ж–Є—П –≤–∞–Ї—Г—Г–Љ—Д–Њ—А–Љ–Њ–≤–∞–љ–Є—П вАФ –Њ—Е–ї–∞–ґ–і–µ–љ–Є–µ ¬Ђ—Б–Ї–Њ—А–ї—Г–њ—Л¬ї –≤–∞–љ–љ—Л –љ–∞ —Д–Њ—А–Љ–µ –і–Њ —В–µ–Љ–њ–µ—А–∞—В—Г—А—Л 75¬∞–°. –Т–∞–ґ–љ–Њ, —З—В–Њ–±—Л —В–µ–Љ–њ–µ—А–∞—В—Г—А–∞ –Њ—Е–ї–∞–ґ–і–µ–љ–љ–Њ–є —Б–Ї–Њ—А–ї—Г–њ—Л –љ–µ –±—Л–ї–∞ –љ–Є–ґ–µ 70¬∞–°. –Т –њ—А–Њ—В–Є–≤–љ–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–Њ–≥—Г—В —А–∞–Ј–≤–Є–≤–∞—В—М—Б—П –љ–∞–њ—А—П–ґ–µ–љ–Є—П, –њ—А–Є–≤–Њ–і—П—Й–Є–µ –Ї –њ–Њ—П–≤–ї–µ–љ–Є—О —В—А–µ—Й–Є–љ –њ–Њ –Ї—А–∞—О —Д–Њ—А–Љ—Л –Є –њ—А–Є –і–∞–ї—М–љ–µ–є—И–µ–є –Њ–±—А–∞–±–Њ—В–Ї–µ.
–Я—А–Є–Љ–µ—З–∞–љ–Є–µ
–Т –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Є–њ–∞ –Љ–∞—И–Є–љ—Л –≤–Њ–Ј–Љ–Њ–ґ–љ–∞ —Б–Є—В—Г–∞—Ж–Є—П, –Ї–Њ–≥–і–∞ –Ї—А–∞—П –ї–Є—Б—В–∞ –њ—А–Њ–≥—А–µ–≤–∞—О—В—Б—П –њ–ї–Њ—Е–Њ. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Љ–∞—В–µ—А–Є–∞–ї –Њ–Ї–Њ–ї–Њ —В–∞–Ї–Њ–є –Ј–Њ–љ—Л –≤–µ–і–µ—В —Б–µ–±—П –њ–Њ- —А–∞–Ј–љ–Њ–Љ—Г, —З—В–Њ –Љ–Њ–ґ–µ—В –њ—А–Є–≤–µ—Б—В–Є –Ї –і–µ—Д–Њ—А–Љ–∞—Ж–Є–Є –≤–∞–љ–љ—Л –њ—А–Є –Њ—Б—В—Л–≤–∞–љ–Є–Є.
C–∞–є—В –Ї–Њ–Љ–њ–∞–љ–Є–Є –Ч–Р–Ю "–†–Ю–°–°–Ґ–Р–†" © 2024
–Т—Б–µ –њ—А–∞–≤–∞ –љ–∞ –і–∞–љ–љ—Л–є —Б–∞–є—В –њ—А–Є–љ–∞–і–ї–µ–ґ–∞—В –Ч–Р–Ю "–†–Ю–°–°–Ґ–Р–†".
–Ы—О–±–Њ–µ —А–∞—Б–њ—А–Њ—Б—В—А–∞–љ–µ–љ–Є–µ –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ–љ—Л—Е –љ–∞ —Б–∞–є—В–µ –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤
–±–µ–Ј —А–∞–Ј—А–µ—И–µ–љ–Є—П –њ—А–∞–≤–Њ–Њ–±–ї–∞–і–∞—В–µ–ї—П —П–≤–ї—П–µ—В—Б—П –љ–∞—А—Г—И–µ–љ–Є–µ–Љ –∞–≤—В–Њ—А—Б–Ї–Є—Е –њ—А–∞–≤.
